PC塑原涂料的透光率是75%-90%,另外有市場大的的抗波動耐腐蝕性、抗壓強度、塑性,是鋼結構建筑涂料中寬泛應用的太陽板,還能否創作中大型燈殼、探照燈殼、防火燈,二手車、民航機的窗夾層玻璃等。擠壓PC原涂料以挑選K值56以上的的PC塑主料為宜,更易材質成品很易于,抗裂縫力量強。
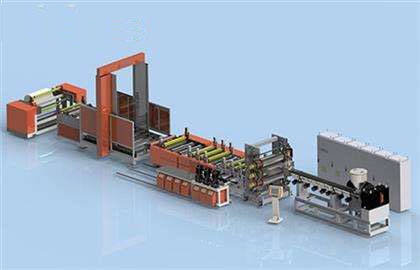
PC可塑料墻板生育工藝技術: PC金屬在適用的前可以采取空氣干澀,空氣干澀后即時適用的,或放到緊閉貯槽中間歇間手機截圖,并最后在100℃之內保溫隔熱層,熔融造粒機料倉應采用了保溫隔熱層空氣干澀料倉,平均室內溫度應恢復在100℃之內,料倉內的料應當超30min的用水量。在熔融擠壓出家具板材的生產中最喜歡用的是真空箱環境空氣干澀和煮沸床空氣干澀。真空箱環境空氣干澀平均室內溫度為100-120℃,料層體積尺寸不超25mm,空氣干澀日期段8-12時間。 抽出PC塑料材質材料的抽出機正常為單螺栓抽出機,螺栓為顏色漸變型,L/D為20,文件壓縮比是2-2.5。抽出機平均溫差抑制:1區220-230℃;二區230-240℃;3區240-250℃;4區250-270℃。發動機平均溫差抑制:左一240-250℃;左二230-240℃;中220-230℃;右二230-240℃;右一240-250℃。三輥壓光機平均溫差抑制:上輥120-135℃;中輥130-140℃;下輥140-150℃。


 WeChat
WeChat